
POINT 01
研磨時間が減ることで、
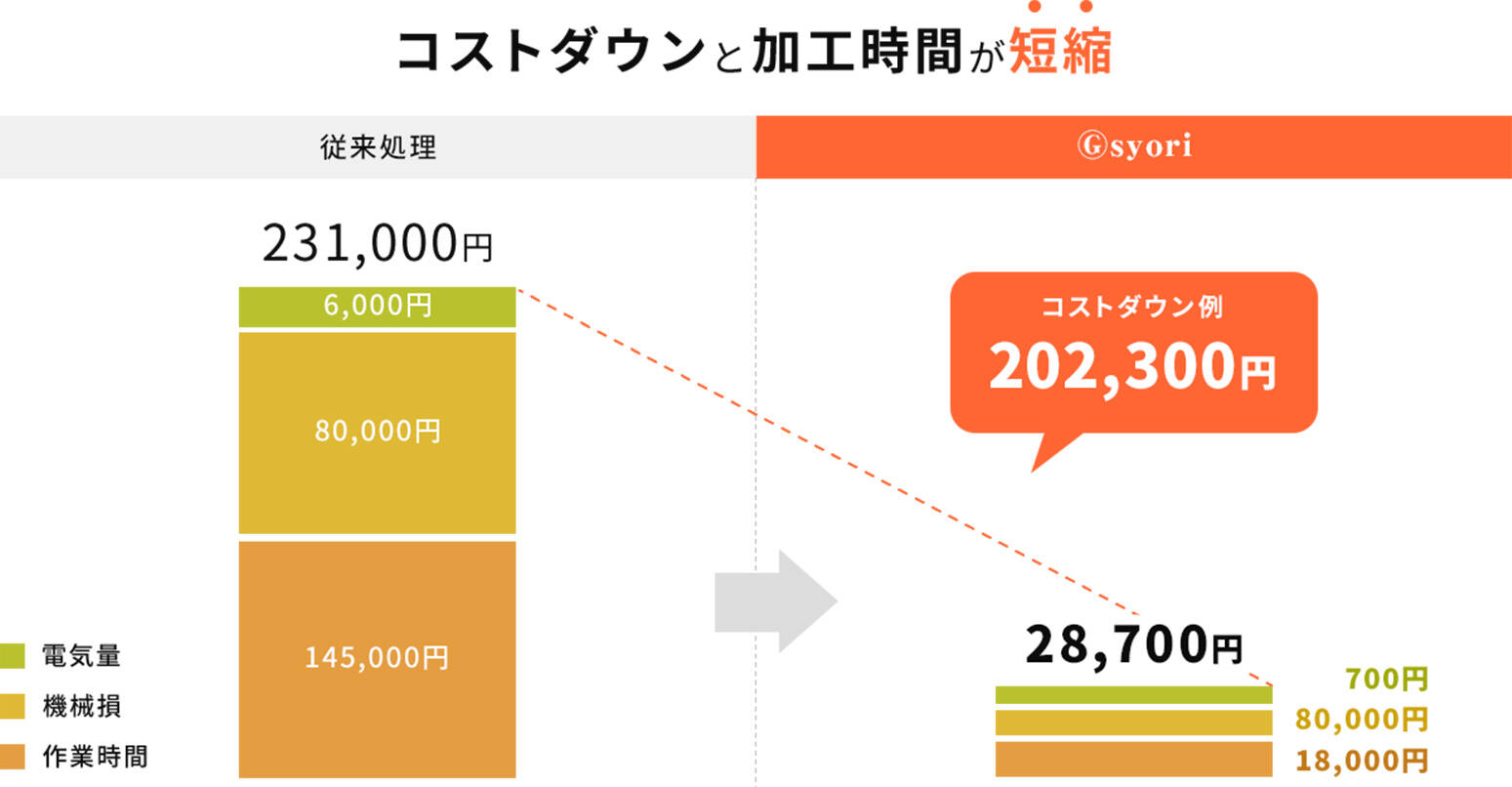
仕上げ加工のコストダウン
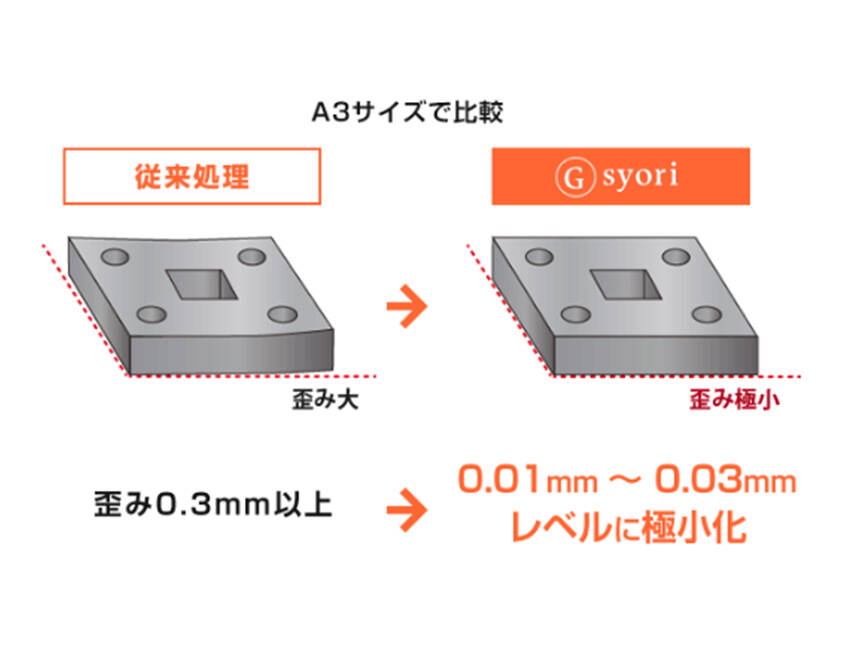
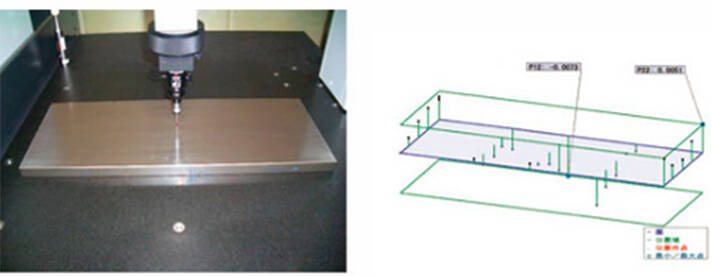
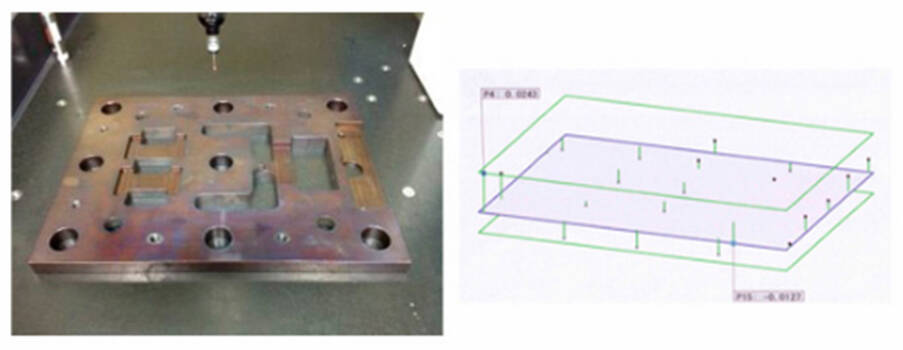
熱処理後の歪み・変形・曲がりが少ないことで、後工程・仕上げ工程の研磨代を減らすことができます。平面出し研磨や微調整加工が容易になることで、金型などの製造時にコストダウンに繋がります。
従来の熱処理で研磨代が0.3mmだったものを、Ⓖsyoriにするだけで0.1mmまで減らした事例もございます。この0.2mmの差でも加工時間が大幅に削減できるので、納期面でも優位に働きます。