課題解決事例
solution
-
真空浸炭で耐久性を向上
H社様は大手自動車メーカーで採用されるモーターやインバーターなどの製造メーカーです。ベアリングのボール軸受け部分の耐久性に課題を抱えており、当社に相談をいただきました。

-
コーティングと母材の密着性を高める
自動車部品の製造を行っているS社様。今までは世界Topシェアを誇るコーティングを採用していましたが、
ある形状の製品で、どうしてもそのコーティング技術と相性が悪く寿命が持たないことに課題感を抱えておりました。
-
PVDコーティングの寿命に関するお悩み
QC活動やカイゼン活動をする中で工具の長寿命化を検討される方が増えています。
実際、工具にPVDコーティングを行っているプレス加工業の方は多くいらっしゃいますが、まだまだ
・工具の寿命をさらに伸ばす方法を知らない
・現状のコーティングから変えるのは面倒だ
といった企業様もいらっしゃるのではないでしょうか。このようなお考えをお持ちの方に、そもそもコーティングの寿命についての考え方と、工具の寿命に関する悩みを解決する方法について解説します。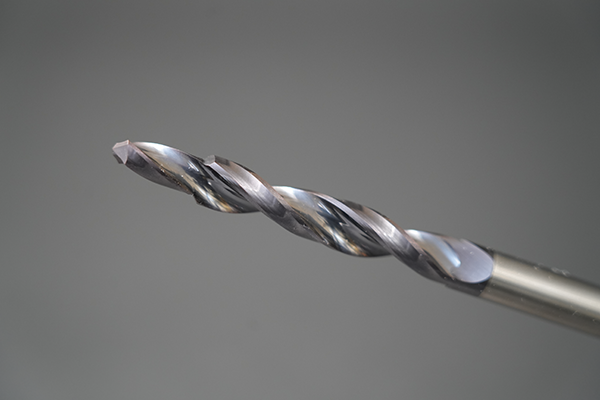
-
他社が行ったプラズマ窒化で酸化被膜が発生
N社様は、丸パンチで冷間鍛造の加工を行っていました。
丸パンチの工具寿命を伸ばすために、これまでプラズマ窒化も含め色々な方法を試したそうですが、現状のコーティングでは寿命があまり向上せず、他の方法を模索していました。
-
パンチのコーティングがすぐに剥がれる
M社様は主に車載部品の製造を行う企業様で、ある部品の製造に特殊な材料の打ち抜きを行っていました。
そのプレス加工で使用するパンチのコーティングが剥がれやすく、製品の仕上がりに影響を与えることにお悩みでした。
また、パンチには他社で熱処理を行っていたものの、工具寿命が短く、頻繁な交換が必要でした。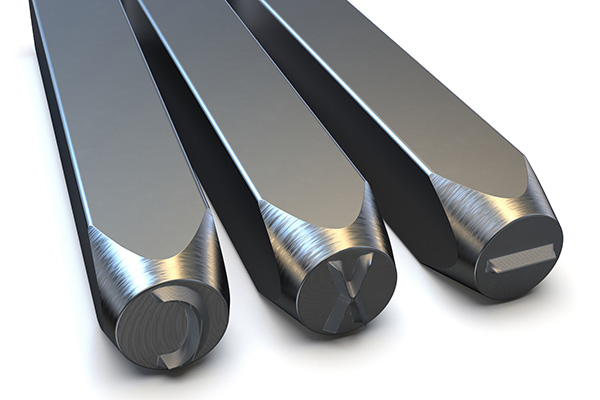
-
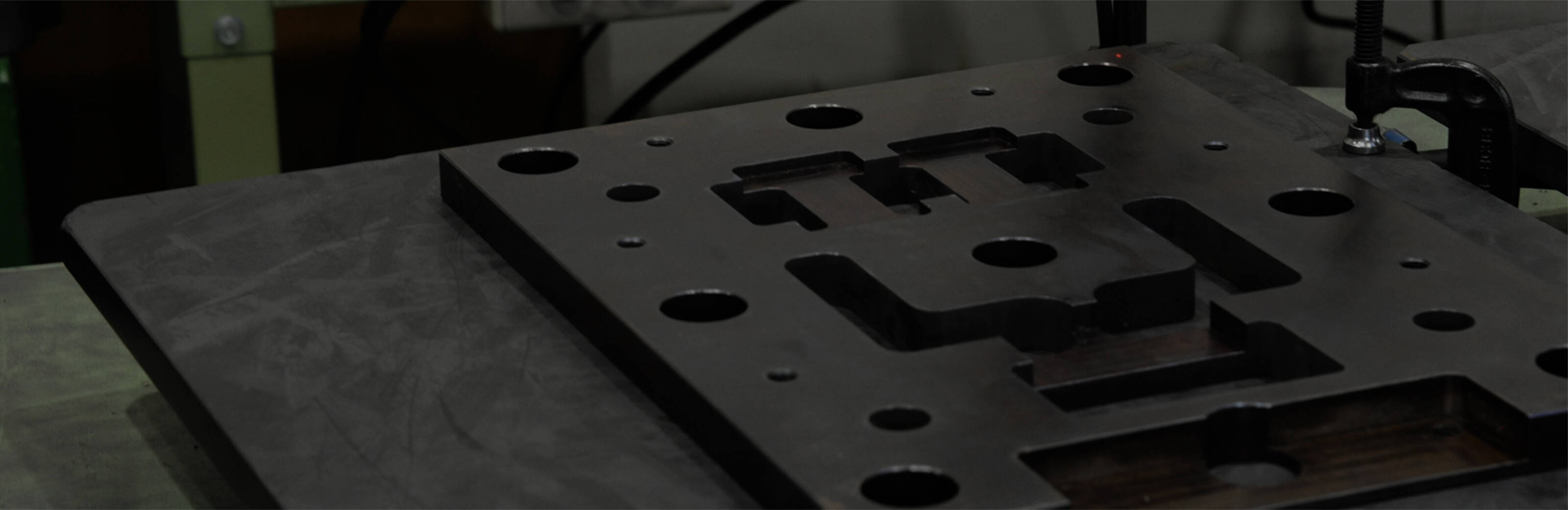
ハイスプレートの歪み軽減
他社でハイス(YXRなど)のプレートの焼き上がり時の歪(ソリ)が0.2〜0.4程ありました。
-
金型割れ対策
SKH51 t70×300×300を、他社で熱処理した金型が1000ヶ位打ったところで、「欠け」が発生。型寿命を延ばしたい。
-
ワイヤーカット時の歪み防止
SKD-11 のプレート(参考サイズ320×100×10mm)をⒼsyori焼き入れ後、客先にてワイヤーカットを行なっている間に取り切れない程の歪みが発生することがあり、それを無くしたい。
-
品質優先
他社で焼入れをした金型プレートの曲がりが大きく、オカネツで再焼入れをした。
-
外観の白色
部品が仕上がっているため、外観を白くしたい。
お気軽にお問い合わせください
contact
-
お急ぎの方はお電話下さい
IP直通 0266-23-4611
- 受付時間
- 8:30~17:00(平日)
-
図面をお持ちの方はFAXでも受け付けております
0266-23-4652受付時間24時間