剥がれにくく、長持ちするコーティング技術の追求 PVDコーティング、イオンプレーティング、 DLCコーティング
service

コーティングに関するこんなお悩みありませんか?
-

PVDコーティングが
すぐに剥がれてしまう
(密着性、摺動性の課題がある) -
難しい形状・素材などで
コーティングをしたい -
小ロット短納期で
コーティングしてもらいたい
オカネツのコーティング技術が解決します

POINT 01
豊富な実績を基に
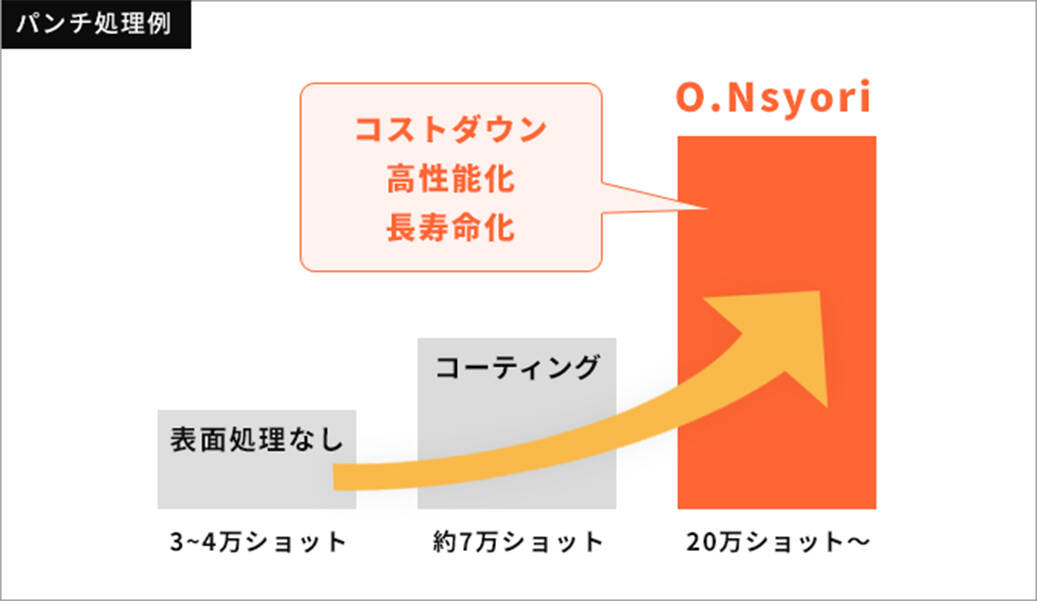
金型・切削工具などの長寿命化・高性能化・コストダウンを実現
製品に合った鋼材・コーティング皮膜の選定や熱処理条件の設定等、豊富な経験をもとに金型や切削工具に関するお悩みの解決策をご提案します。
課題解決ご提案例
- ⒈工具、金型を長寿命化したい
- ⒉切削工具の滑り、摺動性を出したい
- ⒊コーティング時の変寸を少なくしたい
- ⒋製品の寸法が足りないので太らせたい
- ⒌膜厚が薄いコーティング、膜厚の安定化をしたい
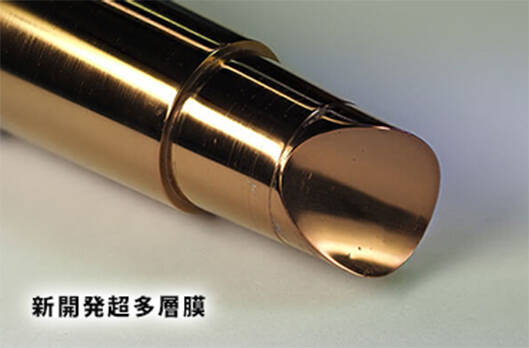
POINT 02 当社オリジナル 高性能PVDコーティング
当社では一般的なコーティングの他に自社独自にPVDコーティング(イオンプレーティング)膜種をご用意しております
O.Ncoat
-
MG:抜群の摺動性・耐摩耗性
- ・優れた摺動性 動摩擦係数 0.32
- ・硬さ 3200~3500HV
- ・優れた密着性・耐摩耗性
- ・主に金型向け
-
TG:難削材加工の決定版
- ・硬さ 3300~3600HV
- ・酸化温度 1200℃
- ・難削材加工に最適
- ・主に超硬工具等の切削工具向け

-
TiAlN-H:卓越した耐熱性・耐摩耗性
- ・硬さ 3500~3800HV
- ・酸化温度 900℃
- ・優れた耐熱性・耐摩耗性
- ・高速ドライ切削加工・金型向け


O.Ncoat膜種ラインナップ
| 膜種 | |||||
|---|---|---|---|---|---|
| 色調 |  |
 |
 干渉色 干渉色 |
||
| 品名 | TiAlN-H | MG | TG | ||
| 硬度Hv | 3,500~3,800 | 3,200~3,500 | 3,300~3,600 | ||
| 膜厚 | 2~3μm | 2~3μm | 2~3μm | ||
| ※動摩擦係数 | 0.58 | 0.32 | 0.53 | ||
| 酸化温度 | ~900℃ | ~800℃ | 1,200℃ | ||
| 処理温度 | 500℃ | 500℃ | 500℃ | ||
| 用途例 | 高速切削工具 金型 機械部品 |
金型 機械部品 |
切削工具 難削材用 |
||
| 膜種 | |||||
|---|---|---|---|---|---|
| 色調 |  |
 |
 |
||
| 品名 | TiN | TiCN | CrN | ||
| 硬度Hv | 2,000~3,100 | 2,200~2,800 | 1,200~1,800 | ||
| 膜厚 | 2~3μm | 2~3μm | 2~3μm | ||
| 酸化温度 | ~600℃ | ~600℃ | ~700℃ | ||
| 処理温度 | 500℃ | 500℃ | 500℃ | ||
| 用途例 | 切削工具 金型 機械部品 |
切削工具 金型 機械部品 |
軟質金属用治工具 金型 自動車、機械部品 |
||
POINT 03 小ロット短納期対応します
強密着性・高耐久性のPVDコーティングを1個から短納期個別対応で提供
- 1個対応や個別対応など少量でのコーティングに柔軟に対応しております
- 少量対応で、マスキングなどの手作業工程もおまかせください
- コーティング処理前後の表面改質・表面研磨(乾・湿)、ホーニング処理にも対応します
- 工具等の再研磨・コーティング皮膜の剥離皮膜作業から、再コーティングまで一貫して対応します
様々な企業・業界・コーティングの取り扱い実績
40年以上のノウハウでコーティングを提案します
- 切削工具
- ドリル、リーマ、エンドミル、ブローチ、タップ、歯切り工具、超硬工具、チップ、メタルソー等
- 冷間加工用金型
- プレス抜き、折り曲げ、プレス絞り、成形、 ロール、圧縮パンチ、スピニング用治具
- 熱間加工用金型
- ダイカスト金型、プラスチック金型、プレス金型
- 自動車・機械部品
- 自動車・機械部品

課題解決事例
PVDコーティング・イオンプレーティングに関する課題を解決した事例を紹介します。
製品事例
-
- 用途・品名
- 金型の入子部品・パンチ・ピンへのコーティング
- 材質
- SKD11
- 工程
- 各種コーティング
- 処理炉
- AIP炉
- 概要
- 金型の入子部品・パンチ・ピン等へ各種コーティング処理をすることで、耐磨耗性が向上し、金型の長寿命化が図れます。
-
- 用途・品名
- ドリル・エンドミル
- 材質
- SKH51
- 工程
- 各種コーティング
- 処理炉
- AIP炉
- 概要
- コーティング処理の無いドリル・エンドミル等をご購入されたものを弊社で各種コーティング処理を施して長寿命化、高性能化が図れます。


よくある質問
-
樹脂型の離型性に効果があるコーティングはあるか?
コーティングではありませんが、当社のオカネツ窒化は樹脂型の離型性に実績があります。詳細はこちらをご覧ください。
-
鋳物にコーティングは可能か?
コーティング前にベーキング処理をして頂くと可能です。ただし、可能であれば材料の変更をお勧めします。
-
真鍮にコーティングは可能か?
当社では処理しておりません。Cu-Zn合金のためZnがべーパーし、コーティング炉チャンバーが汚れるためです。
お気軽にお問い合わせください
contact
-
お急ぎの方はお電話下さい
IP直通 0266-23-4611
- 受付時間
- 8:30~17:00(平日)
-
図面をお持ちの方はFAXでも受け付けております
0266-23-4652受付時間24時間