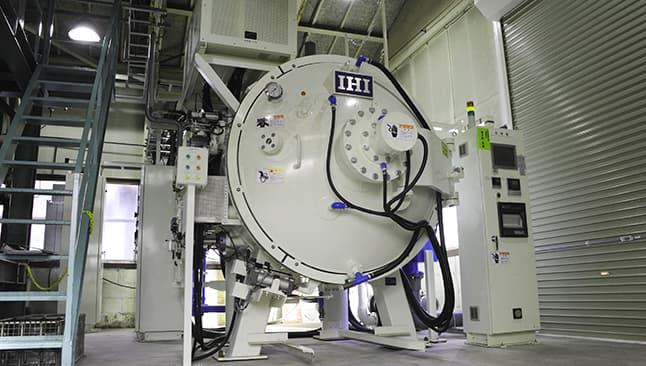
ハイス鋼真空熱処理
service

ソルトバス以上の硬さを実現する真空熱処理
- 少量、1個対応を得意とし、特殊条件(温度・硬さ・靭性)などの個別な要望に柔軟に対応
- 処理は毎日稼働
- 取扱(鋼種)が豊富でお客様の多彩なご要望にお応え
【技術解説】
速度工具鋼(ハイス鋼)の熱処理品質試験 産学官連携による検証研究結果
硬度、強度、摩擦摩耗性など
ソルトバスより優れた
真空熱処理技術
「ソルトバスに勝る高速度工具鋼(SKH) の高品質な真空熱処理」
従来からハイス鋼の熱処理は塩浴(ソルトバス)が最適とされてきましたが、当社において、その真偽を確かめるべく、産・学・官 ※1プロジェクトチームを結成して1年間にわたり研究開発を行った結果、熱処理条件 ※2 にもよるが、真空熱処理がソルトバスと比較して品質面全ての項目で上回っていることが判明しました。
※1 産:岡谷熱処理工業㈱ 学:信州大学工学部 官:長野県工業技術総合センター
※2 ノウハウの固まりのため、公表は差し控えますが必要によっては個別に相談等に応じます。
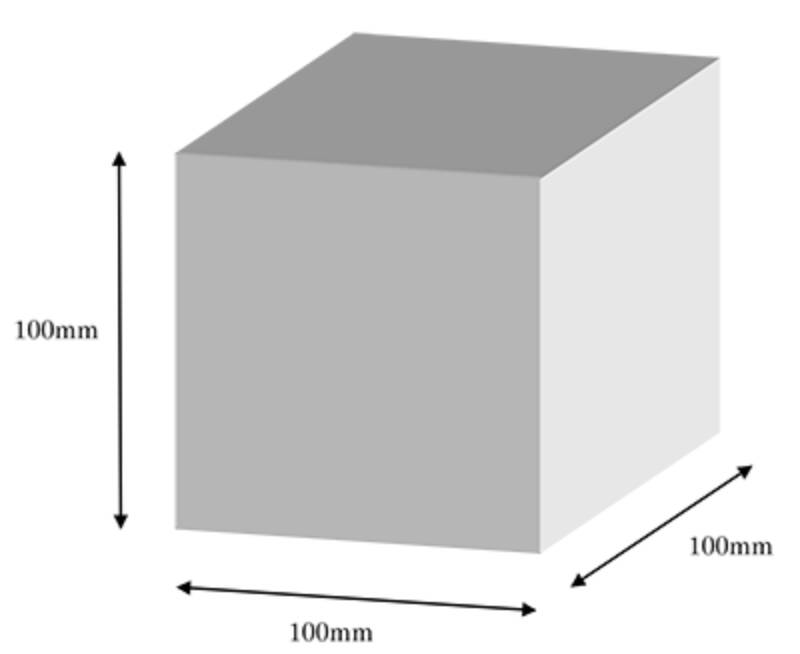
試験鋼材
SKH51(YXM1 日立金属製) 100mm×100mm×100mmから切り出した下記の試験片で1〜4の各テストを行いました。
評価方法
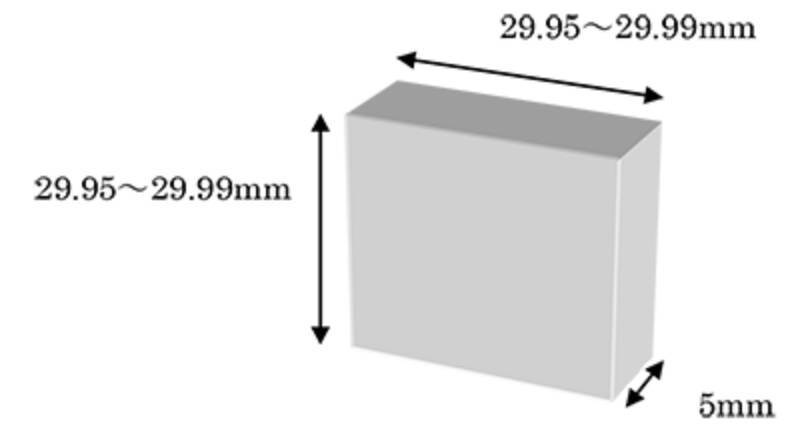
1.耐摩耗試験片
29.95~29.99×29.95~29.99×5(mm)の板状 2G 表面仕上げ▽▽▽
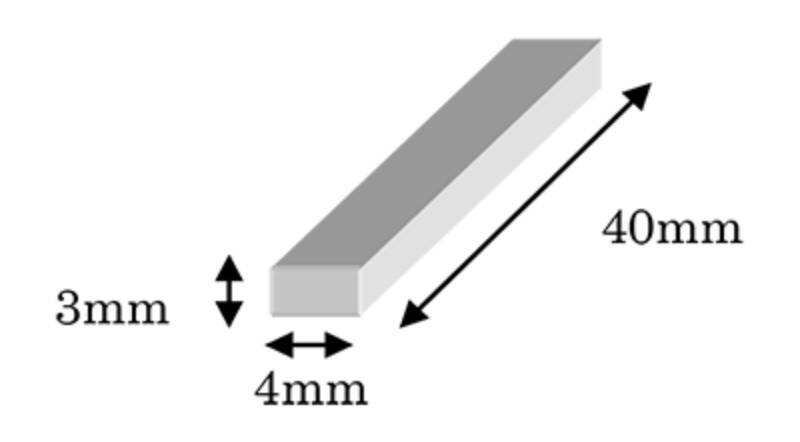
2.抗折試験片
40×4×3(mm)の棒状 表面仕上げ4G ▽▽▽各素材から、3個切り出して計42個
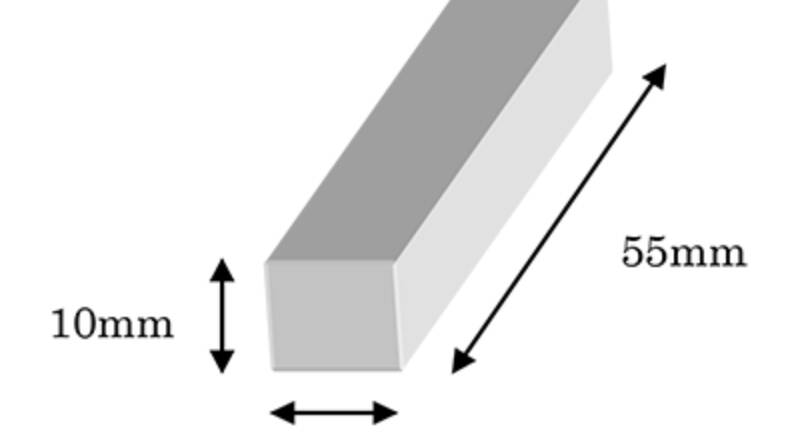
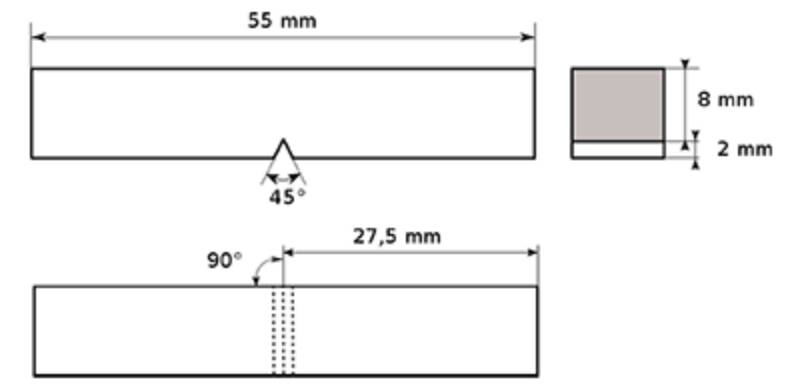
3.シャルピー衝撃試験片
55×10×10(mm)中央にVノッチ(深さ2mm、45°) 表面仕上げ4G▽▽▽
4.残留オーステナイト
30×30×5(mm)の板状
検証結果
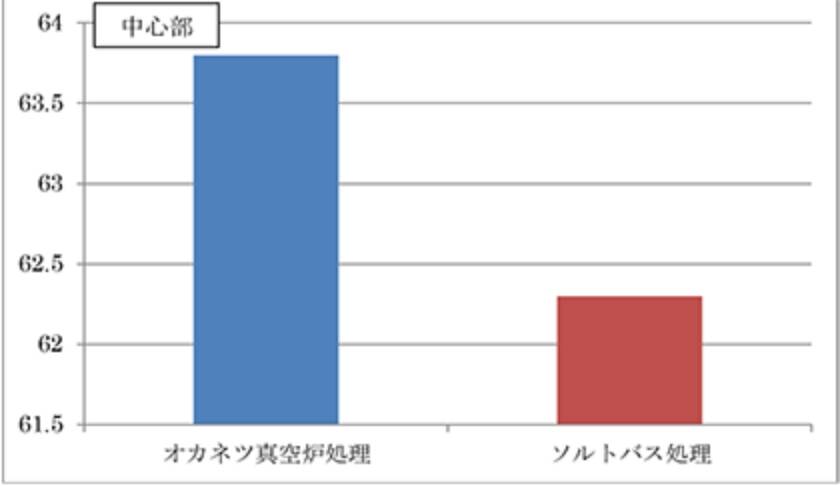
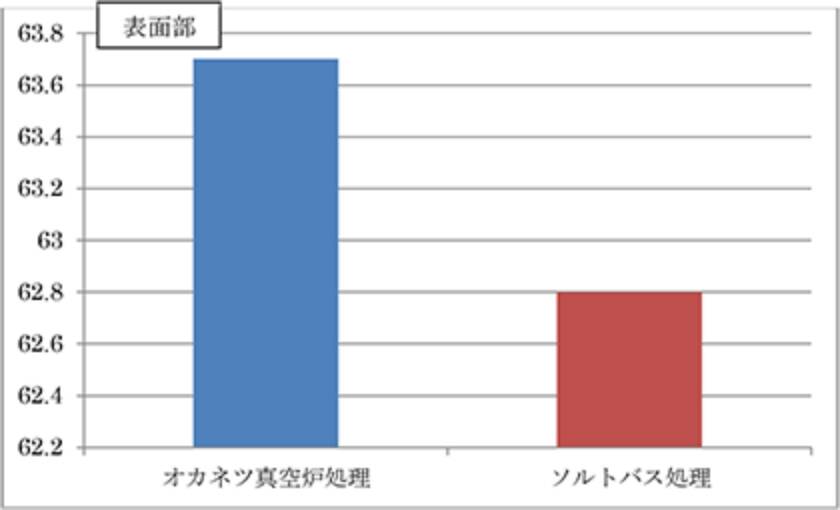
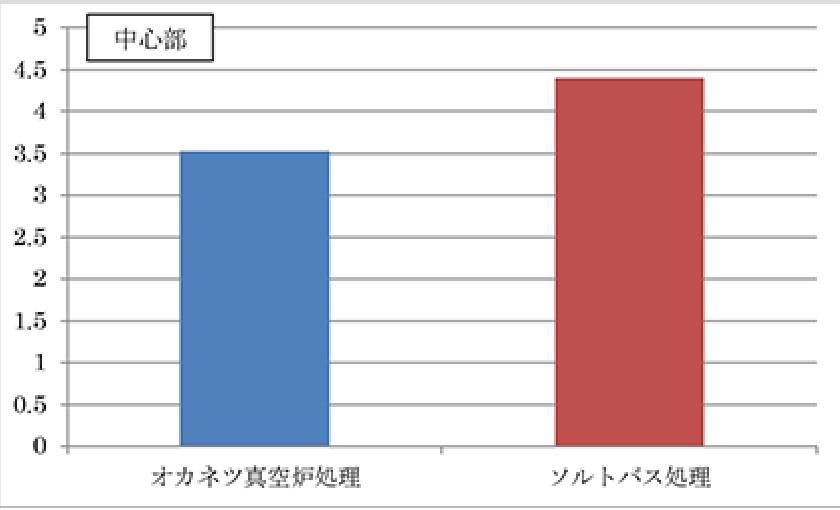
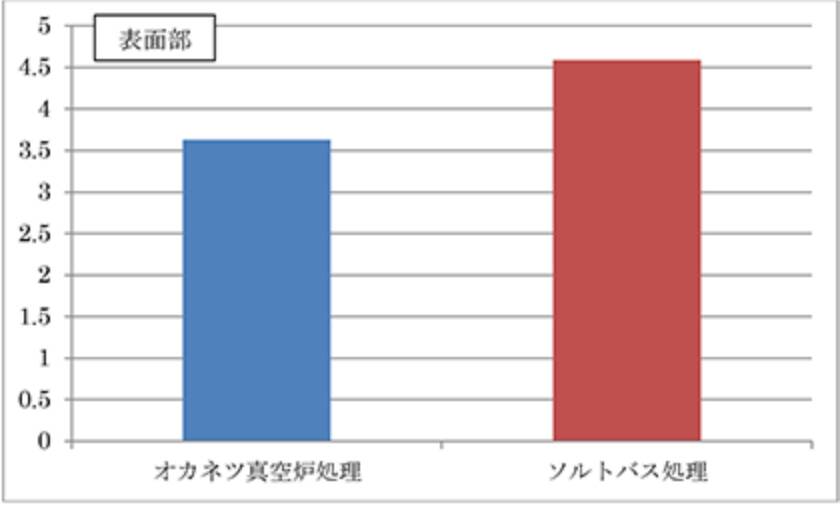
1.硬さ(HRC)
ハイス鋼は真空焼入れでは硬さが入りにくいと一般には言われていますが、オカネツの真空焼入れはソルトバス処理より硬さが入ります。
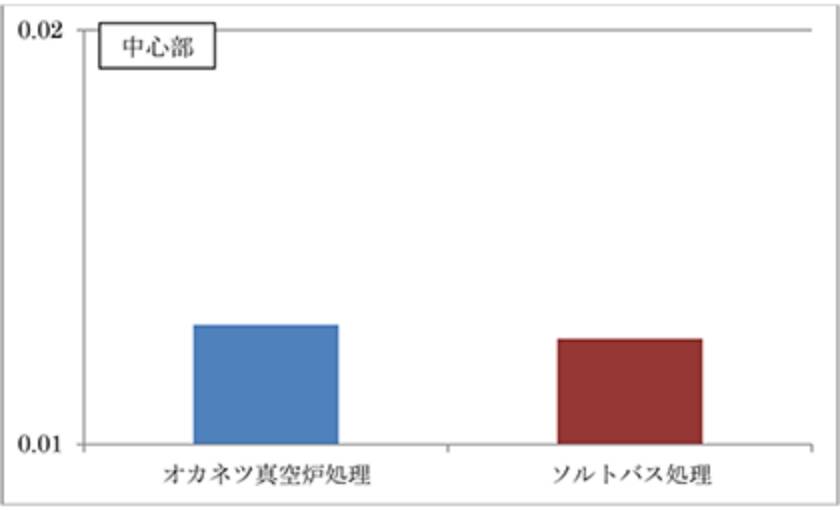
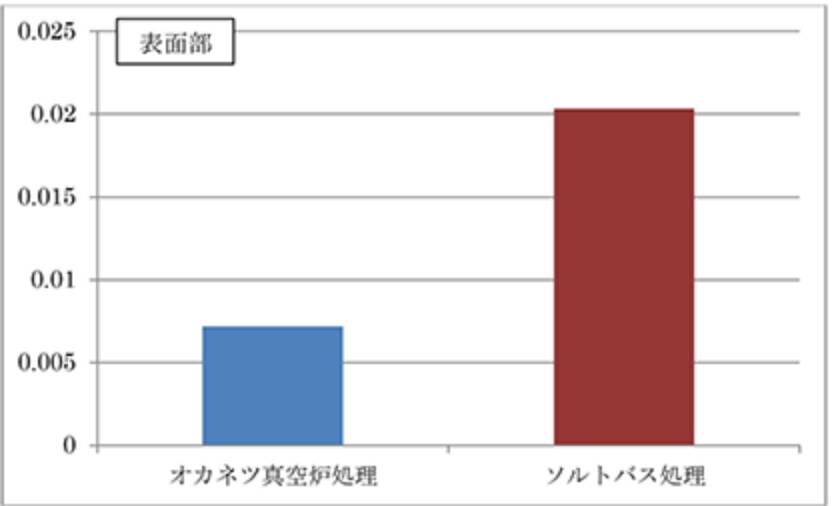
2.摩擦摩耗試験(摩耗量g)
中心部では真空炉処理とソルトバス処理とでは違いが見られないが、表面部では明らかに真空炉処理が優れています。
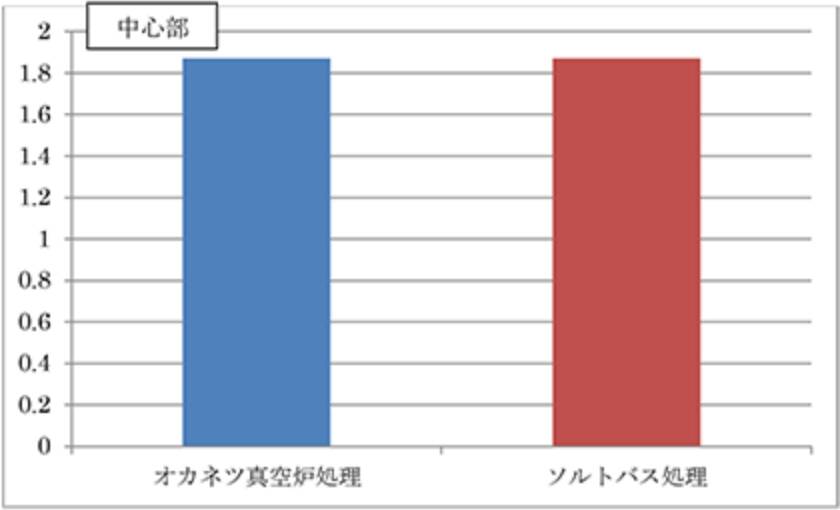
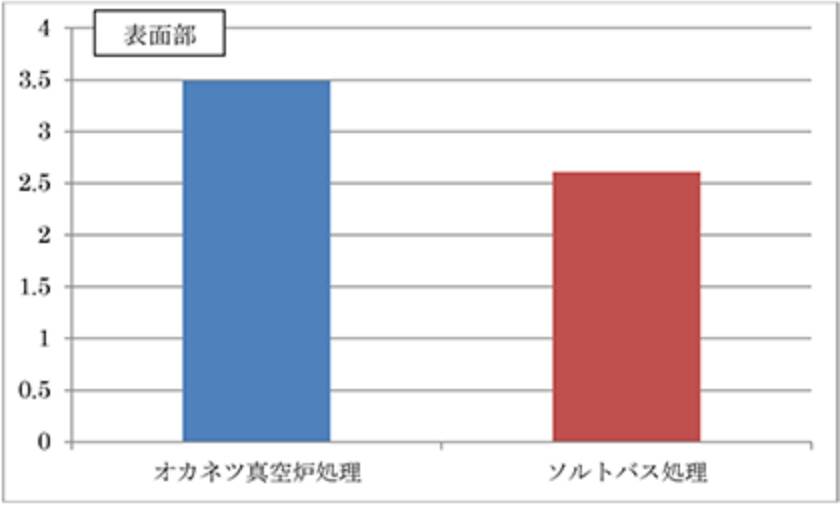
3.シャルピー衝撃試験 (J/cm²)
中心部では真空炉処理とソルトバス処理とでは違いが見られないが、表面部では真空炉処理が優れています。
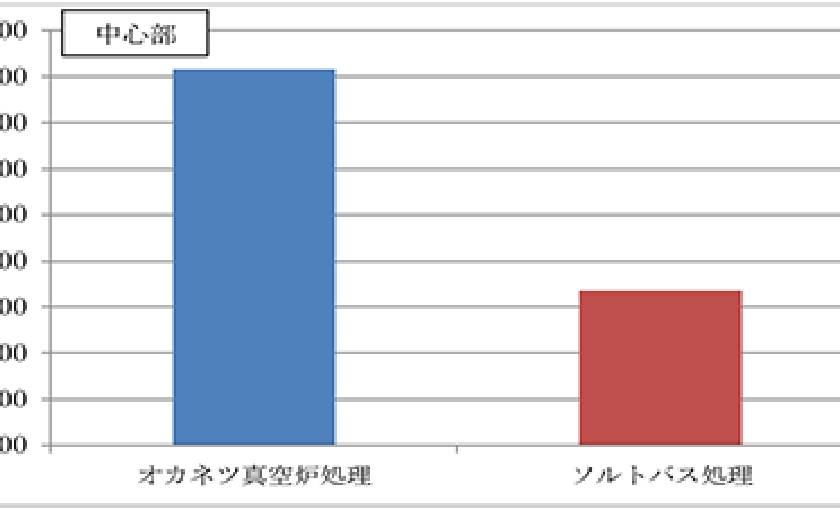
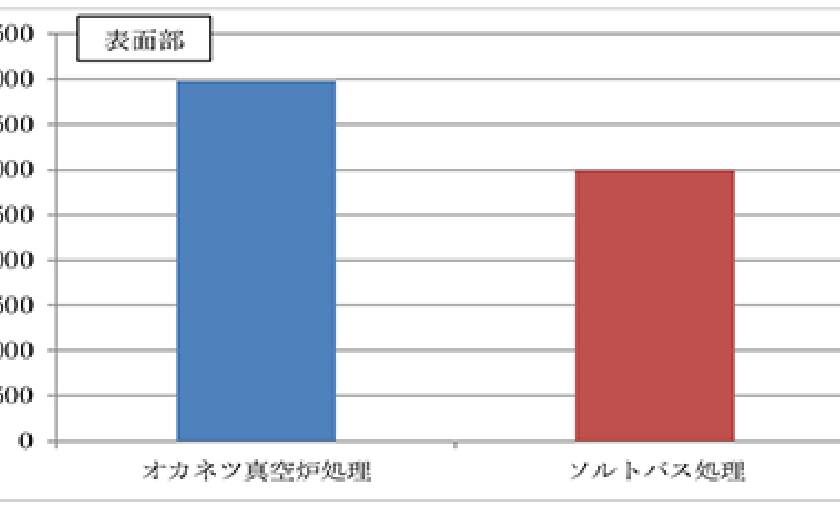
4.抗析試験 (N/mm²)
中心部・表面部ともに真空炉処理がソルトバス処理より優れています。
5.残留オーステナイト(%)
真空炉処理とソルトバス処理はほぼ拮抗しています。鋼の使用用途によって適宜な%が採用されます。
6.歪み・表面の変色等
- ・真空炉処理とソルトバス処理との違いが顕著に出ています。
- ・真空炉処理はガス冷却のため歪みは少なく、仕上がりに近い製品に対しては非常に有効です。
- ・また、表面の変色等に対しても同様です。(着色ある場合あり…大気炉焼戻し処理)
| 真空炉処理 | ソルトバス処理 | |
|---|---|---|
| 歪み | 小 | 大 |
| 表面の変色等 | 小 | 大 |
まとめ
真空熱処理でソルトバス処理以上の硬さを実現
上記検証結果数値1~6(グラフ)は公的機関(長野県工業技術総合センター)測定によるものです。
- ・上記の試験において、全ての項目で真空熱処理が優位な結果となりました。
- ・金型部品、機械部品、工具といった耐久性を必要とする製品の熱処理は、ぜひおまかせ下さい。
- ・先ずはご相談下さい。貴社に最適な熱処理をご提案いたします。
ハイス鋼は毎日処理しております。
課題解決事例
ハイス鋼真空熱処理の採用で、お客様の課題を解決した事例を紹介します。
お気軽にお問い合わせください
contact
-
お急ぎの方はお電話下さい
IP直通 0266-23-4611
- 受付時間
- 8:30~17:00(平日)
-
図面をお持ちの方はFAXでも受け付けております
0266-23-4652受付時間24時間