金型や工具の長寿命化を実現する
ラスター窒化
service

金型・切削工具を交換する度にこんなことを思いませんか?
-

金型や工具の寿命を延ばして
コストを削減したい -
パンチやダイの交換頻度を減らし、
歩留まり改善をしたい -
チッピングが発生しやすく、
抑制する方法を探している
ラスター窒化で解決します。
1度試してみませんか?

コーティングの密着性を上げ、
切削工具や金型を長寿命化
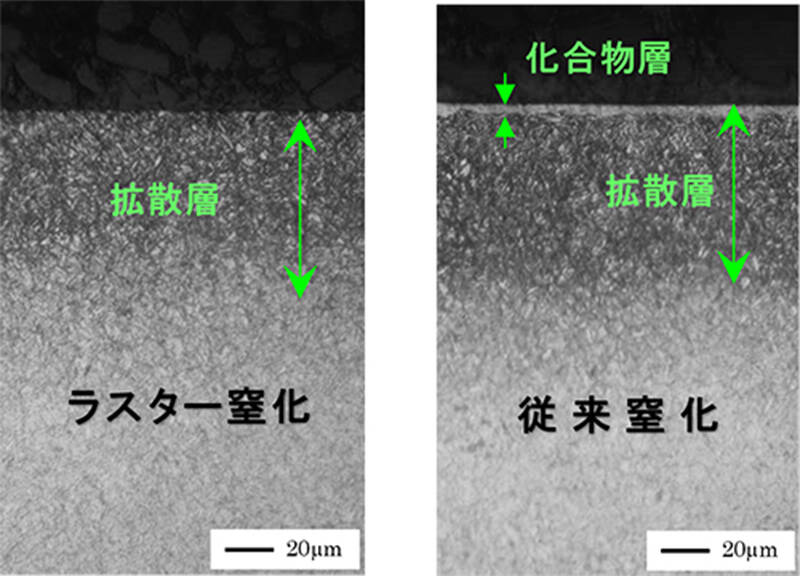
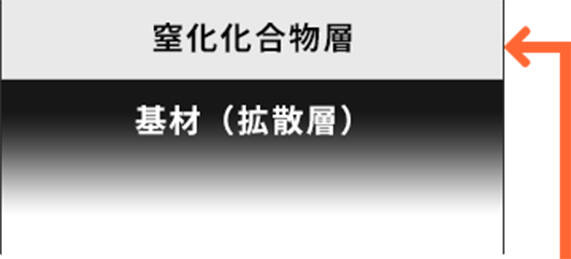
ラスター窒化は従来の窒化方法と異なり窒化後の化合物層を形成しません。
そのため、母材とコーティングの密着性が格段に上がり、工具や金型の長寿命化が実現します。
また、化合物層の研磨を行なう手間が省けるため、コストの削減に大きく貢献します。
ラスター窒化の特徴
POINT 01 窒化表面は拡散層のみ→仕上がり面粗度が良く表面は光沢を保つ低温処理
従来の窒化処理方法では、脆い化合物層の形成を回避することが困難であるため、化合物層を研磨除去する必要がありました。しかし工具や金型は複雑形状であるため、研磨除去は困難です。
ラスター窒化は化合物層(Fe4N、Fe3N、CrN等)を形成せず、靭性に富む拡散層のみを形成します。
化合物層を研磨除去する工程が削減できるため、コスト削減に寄与できます。

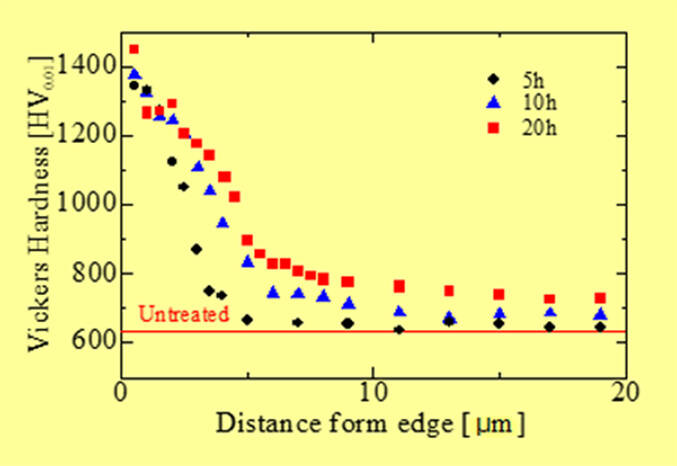
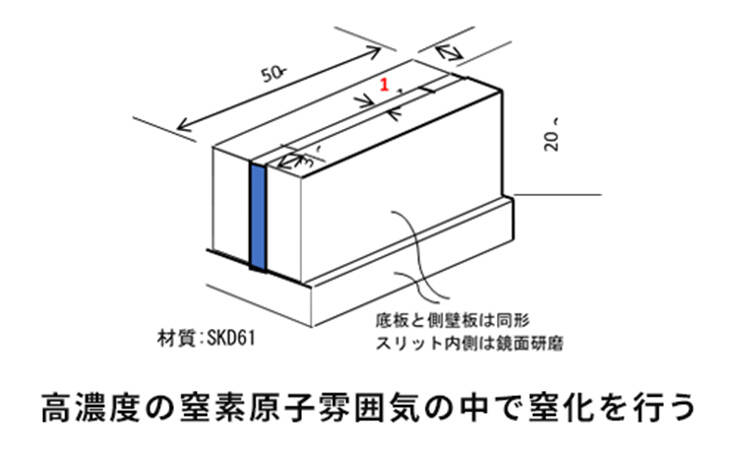
POINT 02 狭いスリット・細孔内面への窒化が可能
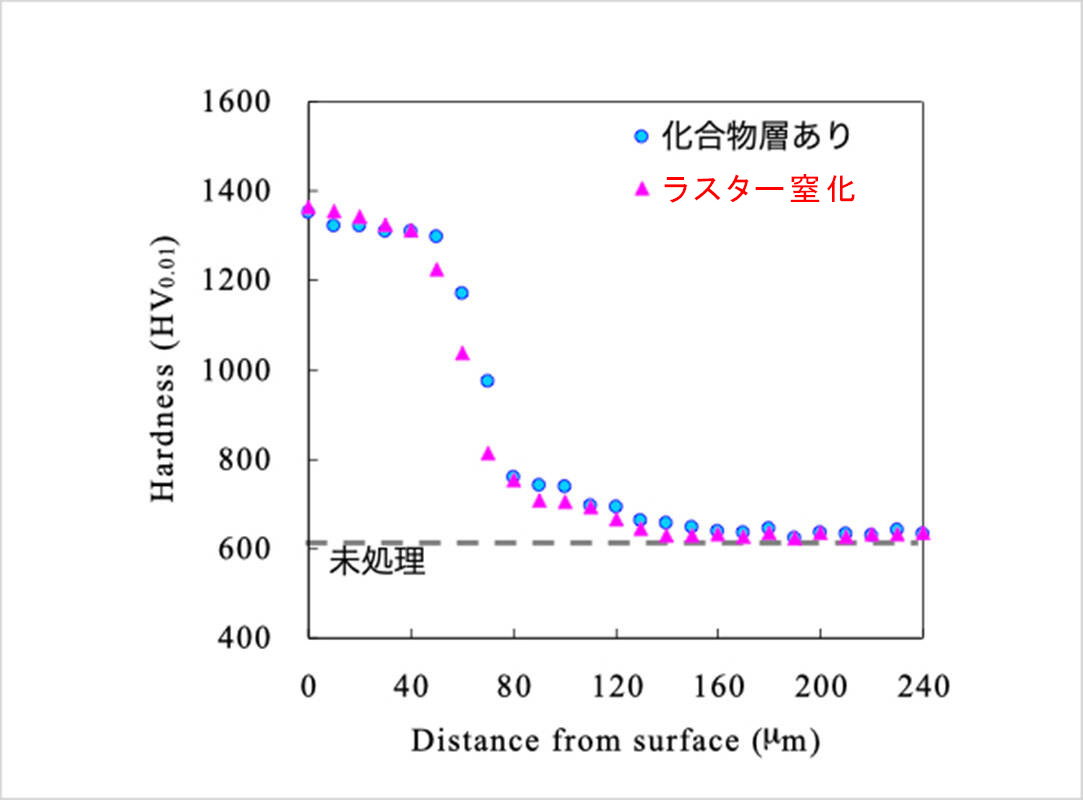
スリット幅1mmの内面にラスター窒化を施した結果、エッジから20mm入った部分でも硬さが保たれています。
POINT 03 丸刃や切断用刃など、刃物への窒化が可能
- ・刃先の摩耗などによる変形
- ・刃側面への体液などの付着
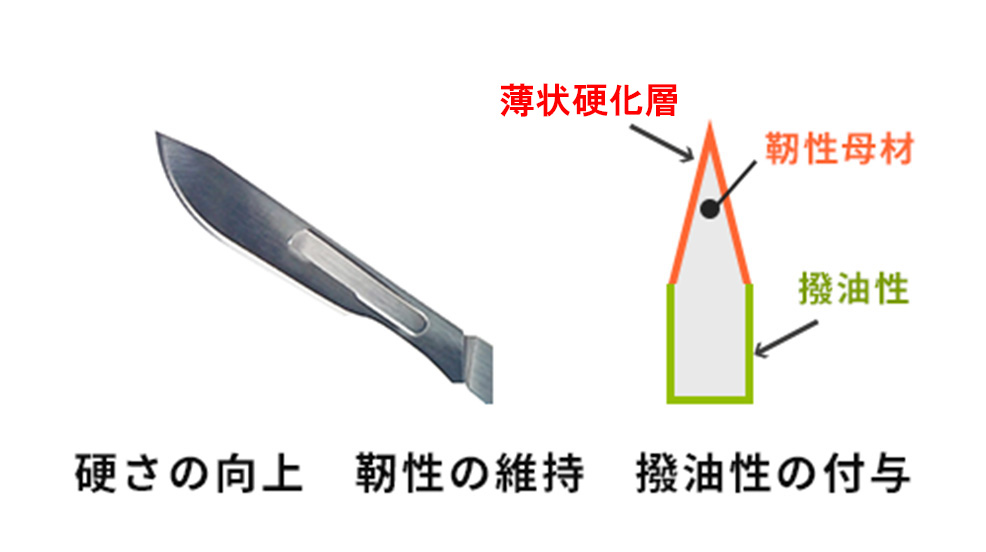
POINT 04 ステンレス材への窒化は「耐食性維持!」
SUSはCr酸化物の不動態化被膜でバリアされていて窒化がされにくい特徴がありますが、真空下で不動態化被膜を壊し、窒化を行います。
従来窒化
耐食性Down↓
ラスター窒化

不動態被膜(Cr酸化物)が再生成
耐食性はそのまま維持される!
(塩水噴霧試験97時間 問題なし)
硬度の深さ方向分布
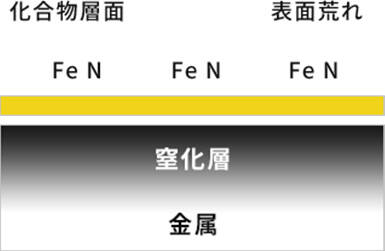
POINT 05 金型の離型性が向上
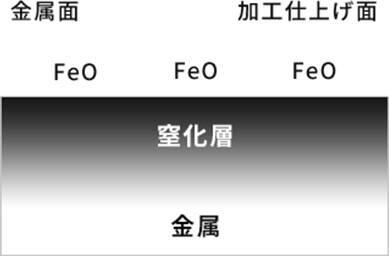
| ラスター窒化 | 従来窒化 | 従来窒化+化合物層の除去 |
|---|---|---|
| 化合物層:なし | 化合物層:あり | 化合物層:なし |
| 表面状態:金属 | 表面状態:化合物層 | 表面状態:金属 |

|
|
|
| 窒化処理後は窒素原子に覆われた安定な金属表面となり、樹脂との親和性が少なく、離型性に富む。 | 化合物層が形成され、表面が荒れているため樹脂などが付着し易く、離型性が悪い。 | 化合物層の除去後の金属表面は酸化され易く、樹脂と親和性があり、離型性が悪い。 |
課題解決事例
ラスター窒化に関する課題解決事例を紹介します。
複合硬化処理がおすすめ!
オカネツではラスター窒化とPVDコーティングによる複合硬化処理をおすすめしております。
ラスター窒化を下地に施すことで、コーティングのみの時と比べて金型や切削工具の寿命が数倍伸びます。
ぜひ一度お試し下さい!
よくある質問
-
現在、公開中の質問がありません。
お気軽にお問い合わせください
contact
-
お急ぎの方はお電話下さい
IP直通 0266-23-4611
- 受付時間
- 8:30~17:00(平日)
-
図面をお持ちの方はFAXでも受け付けております
0266-23-4652受付時間24時間
